 服務(wù)熱線:+86-510-80628100
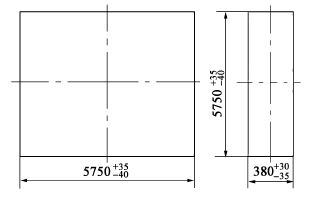
服務(wù)熱線:+86-510-80628100超寬盾構(gòu)刀盤方板鍛件的結(jié)構(gòu)具有特殊性, 其寬度大、厚度薄,本次承制的5750 mm×5750 mm×380 mm 超寬薄板刀盤方板鍛件屬于極限制造領(lǐng)域, 展寬難度極大,且在晶粒度和鋼水純凈度控制方面提出更為苛刻的要求, 采用傳統(tǒng)的“鐓拔+寬砧拔扁拔長+旋轉(zhuǎn)90°拔長” 工藝方案的控制難度極大, 通過工藝創(chuàng)新提出了“控尺制坯+旋轉(zhuǎn)進(jìn)砧展寬拔長+四面平整” 的工藝方案, 并通過強(qiáng)化冶煉和熱處理過程控制成功完成生產(chǎn)試制。

鍛件基本情況
盾構(gòu)刀盤方板鍛件單重98700 kg, 材質(zhì)為Q345 鋼, 主要技術(shù)要求為: (1) 非金屬夾雜物按照GB/T 10561—2023中ISO 評級圖評級, 級別為2 級, 夾雜物寬度為細(xì)系B 級; (2) 晶粒度按照GB/T 6394—2017中7 級規(guī)定; (3) 力學(xué)性能: 屈服強(qiáng)度≥345 MPa, 抗拉強(qiáng)度范圍為450~600 MPa, 伸長率≥20%、沖擊功(-20℃)≥27 J; (4) 超聲波探傷按照J(rèn)B/T 5000.15—2007中的Ⅱ級驗(yàn)收, 對Φ1.6 mm 以上的當(dāng)量缺陷進(jìn)行記錄。
成形工藝方案和參數(shù)制定
鋼水冶煉控制
冶煉采用電爐初煉-精煉-真空脫氣-真空澆注的工藝方案, 成分配比(%, 質(zhì)量分?jǐn)?shù)) 為:C0. 15~0. 18, Mn1. 3~1. 6, Nb0. 02, 其余元素按中上線控制。具體過程控制如下。
(1) 優(yōu)選鋼板料、返回料頭; 優(yōu)選內(nèi)壁質(zhì)量良好且使用次數(shù)較少的冒口, 冒口、錠模和底盤使用前將殘鋼、殘渣清理干凈, 冒口連續(xù)烘烤時間不低于5h。
(2) 電爐出鋼的P 含量( 質(zhì)量分?jǐn)?shù)) ≤0.005%, 成品P 含量(質(zhì)量分?jǐn)?shù)) ≤0.015%, 出鋼時氬氣壓力≤1.0 MPa。
(3) 精煉時間≥120 min, 精煉過程加強(qiáng)脫氧脫硫, 保證[O] ≤0.003%、S 含量(質(zhì)量分?jǐn)?shù)) ≤0. 005%; 返加熱出鋼前靜吹時間≥20 min, 軟吹氬氣流量控制在30~50 L·min^-1 范圍內(nèi)。
(4) 真空處理時, 鋼水在高真空狀態(tài)下的有效時間不低于20 min; 成分合格后, 調(diào)整氬氣流量軟吹, 并控制軟吹時間。
(5) 真空澆注時, 引流后控制好滑板壓力, 嚴(yán)禁氬氣壓力過大而造成鋼液氧化、卷渣; 澆注過程視鋼水?dāng)U散情況調(diào)整水口氬氣壓力, 保證擴(kuò)散優(yōu)良;關(guān)包后迅速破空, 及時加入發(fā)熱劑。
鍛造工藝過程及參數(shù)控制
總體成形工藝方案為: 壓鉗口和預(yù)拔長-寬砧強(qiáng)力壓下鍛造法。鐓拔下料坯料,鐓粗上下平砧,控尺展寬拔長制坯,上平砧下回轉(zhuǎn)臺旋轉(zhuǎn)進(jìn)砧,展寬拔長四面平整修整。關(guān)鍵鍛造工序參數(shù)控制如下。
(1) WHF 法鐓拔下料: 該階段中鐓拔主要考慮高溫狀態(tài)下鍛透焊合內(nèi)部的鑄態(tài)缺陷(疏松、孔洞型缺陷等)。加熱溫度為(1240±10) ℃, 充分利用坯料在高溫狀態(tài)下較好的鍛透壓實(shí)效果; 每趟壓下量按照18% ~20%控制, 砧寬比為0. 6 ~0. 8; 合理控制錯砧和搭接量, 避免變形“死區(qū)”。
(2) 坯料鐓粗: 該階段鐓粗主要考慮坯料展寬需要, 鐓粗后控制尺寸為Φ3000 mm×1950 mm, 保證后續(xù)展寬尺寸, 并且有利于拔長。
(3) 上下平砧展寬拔長: 根據(jù)坯料長度、展寬尺寸和鍛造過程制定相適應(yīng)的進(jìn)砧量和壓下量, 并結(jié)合錘頭長度, 長度不小于5800 mm, 寬度不大于5000 mm, 壓下量為15%, 每拔完一趟面內(nèi)翻轉(zhuǎn)180°。
(4) 控尺制坯: 制坯尺寸為580 mm×4800 mm×4800 mm, 修整坯料兩端的舌頭和彎曲。
(5) 上平砧+下回轉(zhuǎn)臺旋轉(zhuǎn)進(jìn)砧展寬拔長: 采用旋轉(zhuǎn)進(jìn)砧方式展寬拔長, 結(jié)合模擬結(jié)果和錘頭長度, 每趟次鍛造時首先從直角處開始旋轉(zhuǎn)進(jìn)砧鍛造壓實(shí), 然后自四周依次向心部布砧, 壓下率為10%~15%。在保證進(jìn)砧量≤壓后高度的前提下, 坯料四周部位的進(jìn)砧量應(yīng)盡可能按大值進(jìn)行控制, 靠近中心部位的進(jìn)砧量按照壓下量的3.0~3.5 倍, 防止心部折疊。

熱處理
根據(jù)材料特性, 結(jié)合零件結(jié)構(gòu)和尺寸, 確定采用正火+過冷+回火的熱處理工藝路線, 利于保證其綜合力學(xué)性能。鍛造完成后立即轉(zhuǎn)運(yùn)并鼓風(fēng)噴霧空冷至400~450 ℃入爐, 正火溫度為880~900 ℃, 過冷保溫溫度為280~320℃, 回火溫度為560~580℃; 正火保溫后出爐鼓風(fēng)噴霧強(qiáng)制冷卻、風(fēng)扇均勻布置, 且支墊高度≥800 mm, 每隔2 h 翻轉(zhuǎn)一次(保證各部位冷速的一致性), 待溫度冷至280~320 ℃入爐。
結(jié)論
(1) 鍛造采用“控尺制坯+旋轉(zhuǎn)進(jìn)砧展寬拔長+四面平整” 的工藝方案能夠更有效地焊合內(nèi)部缺陷, 不僅便于操作且鍛造效率較高, 更能夠保證質(zhì)量。
(2) 鋼錠冶煉采用“優(yōu)選鋼板料+真空脫氣+真空澆注” 的工藝方案, 并強(qiáng)化過程參數(shù)控制, 能夠保證鋼錠純凈度。
(3) 熱處理正火階段“均勻噴霧強(qiáng)制冷卻+控制支墊高度+控時翻轉(zhuǎn)” 的工藝控制措施, 有利于均質(zhì)性控制和保證綜合力學(xué)性能。
本文來源網(wǎng)絡(luò),如侵權(quán),請聯(lián)系刪除
